
4. Grado de deformación del título frío
El límite extremo de una deformación de un material de diferentes materiales se denomina grado de deformación admisible. El grado de deformación admisible de diferentes materiales de uso común se ve en la tabla 2.3-2 de "tecnología y aplicación de extrusión en frío de sujetadores" P35; El cálculo del grado de deformación del encabezado en frío para piezas típicas se encuentra en la tabla 2.3-1 de "tecnología y aplicaciones de extrusión en frío de sujetadores" P34; Las dimensiones relativas de las piezas de extrusión inversa se indican en la tabla 2.6-1 de "tecnología y aplicaciones de extrusión en frío de sujetadores" P40.
5. Cálculo de la fuerza de conformación en frío
1). Cálculo de la fuerza de corte: Pq=Fτ(KGF)
2). Cálculo de la fuerza del título frío (encabezado) : Pc=γZφσs' (1+f/3*d/h) f (KGF)
3). Cálculo de la presión de ordeño positiva (reducción y dibujo) : Ps=pF (Kgf)
4) contra JiYaLi (ciego) de cálculo: Pj = pF1 Kgf)
5). Cálculo de la presión de ordeño compuesta: la presión de la extrusión compuesta es menor que la presión de una sola extrusión positiva y una sola extrusión inversa.
6). Cálculo de la fuerza de alimentación: generalmente es ignorado (en condiciones normales debido a la fuerza de alimentación es muy pequeña), pero la fuerza de alimentación de corte lateral debe calcularse, fuerza de alimentación de corte lateral: Pd=PqK(KGF)
El cálculo de la fuerza de conformación en frío se detalla en "cold extrusion technology and applications for fasteners" P40 ~ P44.
Determinación de tiempos de encabezado en frío y diseño de pre-conformado
1. Determinación del número de títulos en frío
Según la longitud libre y el diámetro de la parte no sostenida del blanco. Relación de forja (relación de forja) S=L/D, en la fórmula: S - relación de forja; L - longitud del boleto; D - diámetro del boleto. En general, de acuerdo con la experiencia, se puede determinar el número de encabezado de acuerdo con los siguientes datos: L/D≤2.5 es un encabezado una vez; 2.5≤L/D≤4.5 es forjado dos veces; 4.5≤L/D≤6.5 es tres veces de moldeado.
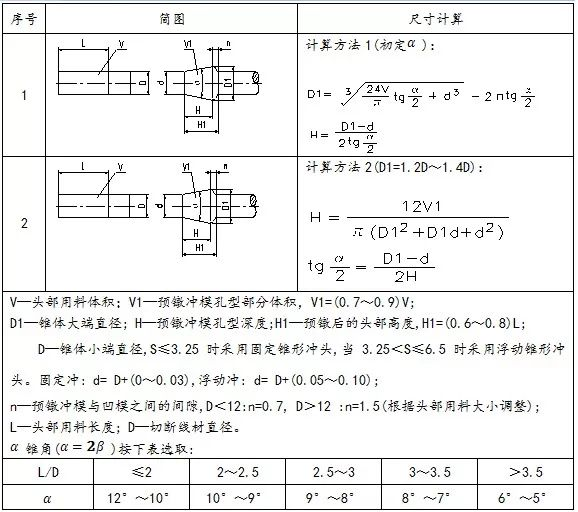
2. Diseño preformado
Consulte la siguiente imagen para calcular la referencia recomendada para el tamaño del proceso de conformación de cono premontado.











