
Forja en frío
Forja en frío la formación de la cabeza del perno generalmente adopta el procesamiento plástico de encabezado en frío, en comparación con el procesamiento de corte, la fibra de metal (línea de retención de metal) a lo largo de la forma del producto en forma continua, sin corte en el medio, por lo que mejora la fuerza del producto, especialmente las propiedades mecánicas son excelentes. El proceso de conformación en frío incluye material de corte y formación, subdivisión de una sola estación de clic, doble clic en frío y encabezado en frío automático de múltiples estaciones.
◆ 1.use una herramienta de corte semicerrada para cortar el espacio en blanco, la manera más fácil es usar una herramienta de corte tipo manga;
El ángulo de la incisión no debe ser superior a 3 grados;
Y cuando se utiliza una herramienta de corte de material de tipo abierto, el ángulo de bisel de la incisión puede alcanzar 5-7 grados.
◆2. Los espacios en blanco de tamaño corto deben ser capaces de girar 180 grados durante la transferencia de la estación anterior a la siguiente estación de formación. De esta manera, puede jugar el potencial de la máquina de encabezado en frío automático para procesar sujetadores de estructura compleja y mejorar la precisión de las piezas.
◆3. Debe estar equipado con un dispositivo de retroceso de punzón en cada estación de formación, y el molde cóncavo debe estar equipado con un dispositivo de alimentación superior tipo manga.
◆4. El número de estaciones de formación (excluyendo estaciones de corte) debe alcanzar generalmente 3-4 estaciones (más de 5 en circunstancias especiales).
◆5. La estructura de la guía de deslizamiento principal y las piezas de proceso pueden garantizar la precisión de posicionamiento del punzonado y el molde cóncavo durante el período de uso efectivo.
◆6. El interruptor de límite terminal debe instalarse en el deflector que controla la selección material y debe prestar atención al control de la fuerza de forja. En frío vuelco automático utilizados en la fabricación de cierre de alta resistencia de frío de sujeta de sable no redondez en diámetro dentro de las tolerancias, mientras más sofisticado de cierre, su sable no redondez se limita en 1/2 diámetro dentro de las tolerancias, si las normas de diámetro inferior de tamaño, mientras que las piezas de vuelco brusco o parte de la cabeza aparece la grieta, o de burr, Si el diámetro es menor que el requerido por el proceso, la cabeza estará incompleta y las esquinas o partes gruesas aumentadas no estarán claras.
◆7. La precisión que el moldeo en frío puede lograr también está relacionada con la selección del método de formación y el proceso de trabajo utilizado. Además, depende de las características estructurales del equipo utilizado, las características del proceso y su estado, la precisión del molde, la vida útil y el grado de desgaste. El acero de alta aleación utilizado en el moldeo en frío y la extrusión, la rugosidad de la superficie de trabajo de los moldes de carburo no debe ser grande Ra=0.2um. Este tipo de molde tiene la vida más alta cuando la rugosidad de la superficie de trabajo alcanza Ra=0.025-0.050um.
6. Proceso del hilo
◆1. Los hilos del perno generalmente se procesan en frío, de modo que la barra de rosca dentro de un cierto rango de diámetro a través de frotar (rodar) la placa de alambre (matriz), por la presión de la placa de alambre (rodar) para hacer que la rosca forme. Puede obtener la línea de flujo de plástico de la parte del hilo no se corta, la fuerza aumenta, alta precisión, productos de calidad uniforme, por lo que se adoptó ampliamente.
◆2. Con el fin de hacer el diámetro exterior del hilo del producto final, el diámetro del tarro del hilo requerido es diferente, ya que está limitado por la precisión del hilo, el material tiene o no recubrimiento y otros factores.
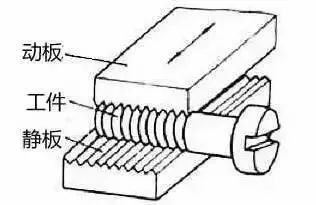
◆3. Rodar (frotar) rosca prensada se refiere al método de procesamiento que utiliza la deformación plástica para formar los dientes roscados. Se utiliza la correa y el hilo mecanizado con el mismo paso y la forma del diente del molde de rodadura (frotar la placa), mientras que presiona el tarugo cilíndrico, mientras que hace que el tarugo gire. Finalmente, la forma del diente en el molde de rodadura se transfiere al tarugo para dar forma al hilo.
◆4. Rodar (frotar) el proceso de rosca prensado tiene en común que el número de revoluciones de rodaduras no tiene que ser demasiado, si es demasiado, entonces la eficiencia es baja, la superficie de los dientes roscados es fácil de producir un fenómeno de separación o fenómeno de desbaratamiento. Por el contrario, si el número de revoluciones es muy pequeño, el diámetro del hilo es fácil de perder el círculo, la presión se incrementa anormalmente en la etapa inicial de la laminación, lo que resulta en una vida útil más corta.
◆5. Defectos comunes en los hilos de rodadura: grietas o arañazos en la superficie de la parte del hilo; Desorden; Pérdida del círculo en la parte roscada. Estos defectos, si se producen en grandes cantidades, se detectan durante la fase de procesamiento. Si el número de ocurrencia es menor, el proceso de producción no presta atención a estos defectos circularán al usuario y causarán problemas. Por lo tanto, la cuestión clave de las condiciones de procesamiento debe generalizarse para controlar estos factores clave en el proceso de producción.
7. Tratamiento térmico
1) los sujetadores de alta resistencia tratados térmicamente deben ser moderados de acuerdo con los requisitos técnicos.
2) el templado térmico es para mejorar las propiedades mecánicas integrales de los sujetadores para cumplir con el valor de resistencia a la tracción especificado del producto y la relación de flexión.
3) el proceso de tratamiento térmico tiene una influencia vital en los sujetadores de alta resistencia, especialmente su calidad intrínseca. Por lo tanto, para producir sujetadores de alta resistencia de buena calidad, debe estar equipado con tecnología avanzada de tratamiento térmico.
4) debido a la gran cantidad de producción de pernos de alta resistencia, bajo precio, la parte del hilo es una estructura relativamente fina y relativamente precisa, por lo tanto, requiere que el equipo de tratamiento térmico debe tener una gran capacidad de producción, alto grado de automatización, buena capacidad de calidad de tratamiento térmico.
5) la descarburación de los hilos causará que el sujetador se desconecte primero cuando no alcance la fuerza de resistencia requerida por las propiedades mecánicas, lo que hará que los sujetadores roscados fallen y acorten su vida útil. Debido a la descarbonización de la materia prima, si el recocido no es adecuado, más profundizará la capa de descarbonización de la materia prima. Durante el tratamiento térmico de acondicionamiento, generalmente se traen algunos gases oxidantes del exterior del horno.
6) el óxido del alambre de la barra o el residuo en la superficie del alambre de la bobina después de estirado en frío, también se descompone después de calentarse en el horno y reacciona para producir algunos gases oxidantes. Por ejemplo, el óxido de la superficie del alambre de acero, cuya composición es carbonato de hierro e hidróxidos, se descompone en CO2 y H2O cuando se calienta, agravando así la descarbonización. Los estudios han demostrado que los aceros de aleación de carbono medio son más descarbonizados que los aceros al carbono, mientras que las temperaturas de descarbonización más rápidas están entre 700 y 800 grados centígrados.
7) debido a que la superficie adjunta del alambre se descompone rápidamente en CO2 y H2O bajo ciertas condiciones, si el control inadecuado del gas de la estufa de cinta de malla continua, también causará la superpobre descarbonización del tornillo.
8) sujetadores de alta resistencia cuando se forma en frío, la materia prima y la capa descarcarburada recocida no solo todavía existe, sino que también se extruye en la parte superior del hilo. Para la superficie de la sujeción que necesita ser endurecida, no obtiene la dureza requerida, y sus propiedades mecánicas (especialmente resistencia y resistencia al desgaste) se reducen. Además, la superficie del alambre es descarbonizada, la capa superior es diferente de la estructura interna y tiene diferentes coeficientes de expansión. Es posible que surja grietas superficiales al temple.
9) los posibles problemas de calidad de los sujetadores en el proceso de templado y endurecimiento son principalmente: dureza insuficiente del estado de endurecimiento; Dureza desigual en el estado de endurecimiento; Superpobre en la deformación de endurecimiento; Endurecimiento y agrietamiento.
10) este tipo de problemas en el sitio a menudo se relacionan con las materias primas, el calentamiento de enfriamiento y enfriamiento de enfriamiento de enfriamiento de enfriamiento de enfriamiento de enfriamiento de enfriamiento de enfriamiento de enfriamiento de enfriamiento de enfriamiento de enfriamiento de enfriamiento de enfriamiento de enfriamiento de enfriamiento y tratamiento térmico correctamente formulados, los procesos de operación de producción estandarizados a menudo pueden evitar tales accidentes de calidad.











