
Explicación profesional: cómo controlar el torque del perno al atornillar un tornillo
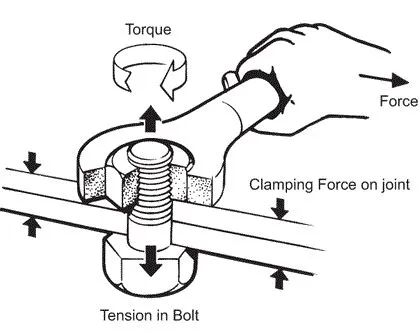
Como se muestra en la imagen anterior: después de aplicar un par de torsión para girar el perno, la fuerza del tornillo se extiende. La extensión del tornillo produce una fuerza de sujeción que sostiene el conector. Sabemos que el par aplicado no es tan simple como la fuerza de sujeción. En la fórmula general: fuerza (F)* momento (L)= par M
Esto significa que cuanto más gira el perno, más torsión obtiene. Sin embargo, el 90% del par se consume por fricción y sólo el 10% se convierte en fuerza de sujeción. Por analogamente, cuando se aprieta un tornillo que requiere un momento de 10N·m, lo que realmente necesitamos es ese momento axial de 1N·m, la mayoría de los cuales son consumidos por la fricción.
¿Cuál es la relación entre la fuerza de fricción y la fuerza de sujeción? Por lo general, siguiendo el principio 50-40-10, es el 50% de la fricción bajo la cabeza del cerrojo, el 40% de la fricción en el par de rosca y el 10% de la fuerza de sujeción. Sin embargo, la proporción de la fuerza de sujeción puede variar bajo algunas condiciones.
Imagine que necesitamos que el tornillo se extienda para producir fuerza de sujeción. Cuanto mayor es el par, más largo puede extender el tornillo. ¿Es la torsión más grande es mejor? Cuanto más grande sea el par que aplicamos para extender excesivamente el perno, se producirá una rotura de tensión del perno por encima del límite de la fuerza de elasticidad, perdiendo así la función de unión del perno.
En la práctica, tanto la fuerza de prensado entre los dos cuerpos de unión como la precarga axial en el cerrojo son difíciles de detectar y, por lo tanto, difíciles de controlar directamente.
01
Método de control de torque
El método de control de torque es el más inicial y el más simple. Se basa en que la fuerza de sujeción axial F es proporcional al torque de sujeción T cuando se aprieta en una conexión roscada. Se puede representar por una fórmula T=K·F, que es entonces el coeficiente de torque. Cuando un tornillo está diseñado su fuerza de sujeción axial F es conocido, y el par de apriete T a través del proceso establece nuestro par de apriete también es regulado por el departamento de proceso. Sin embargo, el taller de ensamblaje final a menudo aparece que el par de apriete alcanza pero el perno ensamblado todavía no está calificado, ¿Por qué?
La clave está en este coeficiente de torsión, el factor de fluctuación principal del cambio del coeficiente de torsión K es el coeficiente de fricción integral u, es decir, el perno, la precisión del agujero del tornillo, las impurezas, si se golpean afectarán a este coeficiente de fricción integral u. Además, este valor de K y la temperatura también están relacionados, después de que la compañía japonesa sumitomo probó experimentalmente que cada aumento de 1℃ en la temperatura ambiente, el coeficiente de torsión K disminuyó 0,31%. ¿Es preciso o no el método de control de par? Para profundizar la influencia, de acuerdo con el informe de experimentos de apriete de la asociación de ingenieros alemanes dice que cuando el error del momento de apriete T es ±0 (es decir, ningún error aplicado torque) el error de la fuerza de sujeción axial del perno puede alcanzar ± 27,2%.
Pasos de aplicación:
◆ torque de carga controlado directamente o indirectamente
◆ el par objetivo real es generalmente del 50% al 85% del par de rendimiento
◆ uso en áreas atadas y elásticas
◆90% de torque de carga para superar la fricción
◆ pre-carga correcta ±25%
Las ventajas del método de control de par son: su bajo costo y la posibilidad de comprobar la calidad del apriete con una simple llave de torsión de la herramienta de apriete.
Sus desventajas son: la precisión de apriete no es suficiente, no puede realizar todo el potencial del material, gran impacto ambiental (temperatura, rosca del perno, impurezas, golpes, etc.).
02
Control de torque-esquina (TA) también conocido como control superelástico
Torque-método de control de la esquina es primero atornillar el perno a un par no grande, generalmente será el 40%-60% del par de aprietamiento (formulado después de la verificación del proceso), a partir de este punto, atornillar un método de control de la esquina especificada.
Este método se basa en una determinada esquina, es el cerrojo que produce una cierta extensión axial y el conector se comprime. El objetivo es atornillar el cerrojo a la superficie de contacto cercano y superar algunos de los factores de irregularidad de la superficie cóncavo y convexo, mientras que la fuerza de sujeción axial requerida detrás se genera por la esquina. Después de calcular la esquina, la influencia de la resistencia a la fricción en la fuerza de sujeción axial ya no existe, por lo que la precisión es mayor que el método de control de par puro. El punto principal del método de control de par es medir el punto inicial de la esquina. Una vez que esta esquina se determina, podemos obtener una precisión de apriete bastante alta.
Gracias a los métodos de apriete más avanzados, se ha creado una herramienta adaptada a la productividad, la herramienta de apriete eléctrica, que consiste en un motor — accionamiento diente — engranaje codo — sensor, etc., que permite establecer el momento de advertencia y la esquina inicial con relativa facilidad.
Pasos de aplicación:
◆ aplicar un par fijo (torque inicial (apertura de la puerta))
◆ gire la hebilla para llegar a la esquina predeterminada
◆ desde la fase inicial de sujeción, en este momento también se utiliza en el área elástica.
◆ necesidad de probar para determinar el torque inicial (apertura de la puerta) y los parámetros de la esquina
◆ pre-carga correcta ±15%
Ventajas del método de control de torque-esquina (TA) : alta precisión de atornillado, se puede obtener una mayor fuerza de sujeción axial.
Desventajas: su sistema de control es más complejo, necesita medir el par de precarga y la esquina 2 datos, el departamento de calidad no es fácil encontrar el método adecuado para el seguimiento de la inspección de los resultados de apretado.











